更新时间:2025-05-29 13:35:01 ip归属地:苏州,天气:晴,温度:16-27 浏览次数:3 公司名称: 纵横机械制造(苏州市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 热滚塑工艺 |
| 连接方式 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |






衬塑管道—火电厂过滤水输送zui佳管道
衬塑管道是火电厂过滤水输送zui佳管道--火电厂过滤水输送 管道输送系统。
水过滤应用范围:
家居:用于吸尘器上的过滤技术,过滤灰尘、细菌、过敏源等。
钢铁:用于原料场、烧结球团厂水处理过滤,高炉、轧机、连铸机等系统冷却水过滤,高压水除磷系统杂质过滤 汽车:涂装生产线,在汽车、拖拉机、摩托车、发动机制造水,处理系统都有广泛应用。
发电厂:用于电厂锅炉高纯水制备的精度预处理部分,发电机冷却水、密封用水的过滤,系13-4统用水量特大时可作为旁滤处理使用。
石油化工:在循环水场做旁滤处理,可单机或多机型并联主处理,代替滤料过滤,减少滤料过滤负荷,可避免大量的冲洗耗水,节约成本。
农业园林及造纸厂:在有喷头、喷嘴系统中,应减少由于杂质所造成的设备堵塞、磨损,因此需要选择高精度、高自动化过滤产品机械、食品或其他:对系统进行自动、精度过滤,用来防止冷却水系统堵塞。
矿山:过滤井下喷淋水,保证系统工作正常。
广泛应用于饮用水处理、建筑循环水处理、工业循环水处理、污水处理、采矿业水处理、高尔夫球场水处理、建筑、钢铁、石油、化工、电子、发电、纺织、造纸、食品、制糖、制药、塑料、汽车行业等领域。


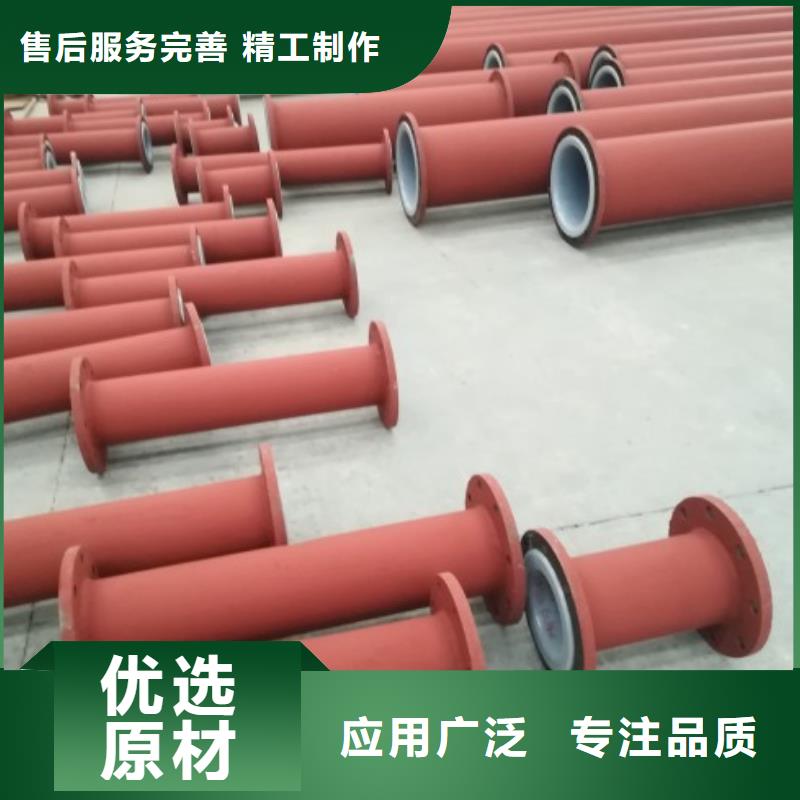
衬塑管道应用领域
衬塑管道广泛应用于石油、化工、化纤、氯碱、染料、农药、医药、环保、冶炼、电力等行业的介质输送及环保处理系统、饮水工程及给排水工程。
【1】化工行业:酸、碱、盐的制造业、化肥、农药、化学、橡胶塑料等行业输送腐蚀性气体、 液体、固体粉末的工艺管及排放管。
【2】电力工程:工艺用水回水输送、化水、废渣、粉煤灰输送。
【3】冶炼行业:金属冶炼中腐蚀介质的输送。
【4】矿山行业:矿粉、矿浆、矿渣、尾矿排放,回填、通风、抽放瓦斯和喷浆等。
【5】制药行业:输送各种腐蚀性介质、污水、废水。
【6】油田气田:含油污水,气田污水,油气混合物,采油及集输工艺管道。
【7】农业喷灌:深井管,滤水管,暗渠输送管,排水管,灌溉给水用管。
【8】市政行业:城市建筑给水,饮用水,消防水,热网回水,煤气,天然气输送,高速公路埋地排水及绿化带浇灌等通道。



本页面推广的关键词包括纵横机械制造(苏州市分公司)的 内衬塑外镀锌;通过推广希望您可以关注到 内衬塑外镀锌的产品介绍并致电咨询;